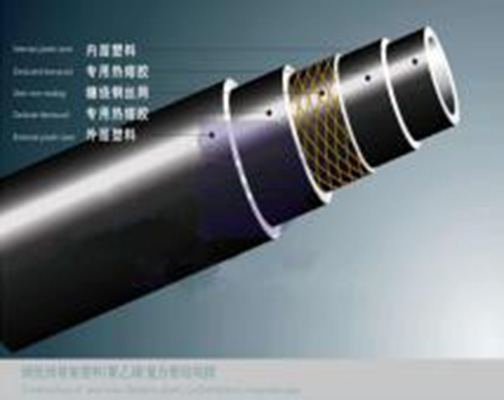
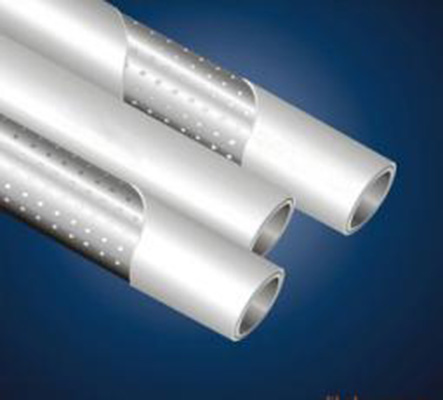
在制作成都双金属复合管时,会出现焊接缺陷,今天就为大家介绍缺陷原因以及控制措施,希望对大家有帮助。
焊接缺陷的原因有很多,这里就简要介绍两点:
1、内错皮:
焊接工艺文件要求复合管错皮量控制在1mm范围内为合格,但实地焊接中遇到管子椭圆度等因素的影响,导致管子内错皮超标。针对该缺陷可采用的措施有:
(1)多余部分割掉。对椭圆度太大的管口将多余部分割除,椭圆度小的进行调整。
(2)选择椭圆度相似的管子组对。对于椭圆度较大的斜口管先挑出,暂时不用,保证组对管子椭圆度能够吻合。
(3)上下左右错皮匀开。对于缩口和扩口管子组对时向周边匀开,并保证不超过规范规定的错皮标准。
(4)灵活施焊。在焊接错皮口根部时契合错皮的方向改变焊条角度,确保内部角度看起来左右是90°,便于根部两边的均匀熔合。

2、条状夹渣:
复合管焊接时出现条状夹渣缺陷,理论上是由于充入氩气纯度不够、管内进入空气、焊条烘干效果不好及焊工操作技能方面的原因导致的。手工电弧焊时焊条倾斜角度对焊缝保护作用的影响较大,如不能在焊接中始终保持正确的角度,势必造成外界气体侵入,随着施焊焊缝长度增加会形成条形夹渣。条状夹渣削弱了焊缝的有效断面,从而降低了焊缝的力学性能,还将引起应力集中,使焊接结构在承载时遭受破坏。
由蓉尚科技的人来为大家介绍该产品有缺陷时可采取的措施有:
(1)选择脱渣性能好的焊条。(2)认真清除层间熔渣。(3)合理选择焊接参数。(4)调整焊条角度和运条方法。
以上就是成都双金属复合管厂家关于焊接缺陷原因以及控制措施的介绍,如果您还想了解更多,欢迎继续关注我们。


 当前位置:
当前位置:

 热门推荐
热门推荐