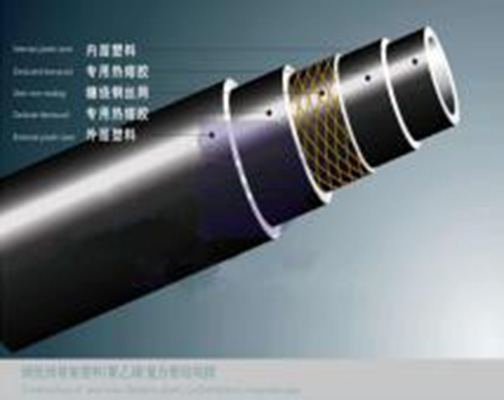
四川双金属复合管含碳量高、耐冲击、热膨胀率低、耐压、耐高温,安装成熟,规格齐全;已有不少厂家生产的双金属复合管广泛应用于油田、化工、电力等工业领域,下面就由小编给大家介绍一下它的主要四种工艺方法:
工艺方法主要有以下四种:
机械滚压法、爆炸复合法、拉拔复合法、液压复合法。
折叠机械旋压法
形成机理:
利用两种不同材质的机械性能,即利用外基管(碳钢管)弹性变形范围,利用内衬管(不锈钢管)屈服强度低的特性。在滚压机具螺旋进给的挤压下,使内衬管连续局部塑性变形,外基管始终保持在弹性变形范围之内。当外力去除后,外基管弹性收缩,内衬管由于已呈塑性变形无法收缩。从而达到内衬管外表面强力的嵌合在外基管的内表面中,复合成型。
特点:
1、防腐性好:能有效地防止二次污染,符合国家直接饮用水质标准的要求;
2、强度高:有较强抗挤压,抗共振性,极大的降低了水管受到外力冲击而产生渗漏的可能性,避免了因渗漏对水资源产生大量浪费;
3、稳定性好:在-20~350℃热膨胀系数几乎一致(热膨胀系数小、耐热性高);
4、管壁光滑、均匀,不结垢,通径有保障,输送能耗低;
5、采用传统工艺连接,安全、灵活、可靠;
6、降低热能损耗,不锈钢管的保温性能是铜材料水管的24倍,大量地节约了热水输送中的热能损耗;
7、性价比优:总的造价只有薄壁不锈钢管的三分之二价格,紫铜管的五分之一价格。

技术参数:
基管类型:镀锌钢管,食品级304不锈钢管
复合压力:结合强度高于行业标准所要求的0.2MPa
执行标准:使用压力符合GB/T8163-2008、GB/T3091-2008规定
接口类型:丝扣、沟槽、焊接以及法兰连接
折叠爆炸复合法
形成机理:
将装配好的内外管放置在水槽内,将集束炸药放置在内衬管轴线上,通过炸药瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,向外扩张的内衬管在水压的作用下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失;而外基管在轴向方向向内收缩终复合成形。
特点:
① 一次性瞬间成形。
② 各点的压力基本相同。
影响复合品质的因素:
① 由于外基管内表面不规则,造成外基管壁厚不均匀。
受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填炸药时,用量上受到限制。药量大了,瞬间冲击波大,外基管易发生..变形,甚至不安全,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。通常为0.5 MPa左右。由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。为了保证管口整圆,不得不进行二次校正。
② 由于结合力小,使得内外管环状结合面间隙大,内衬管在管端焊接处,将反复承受介质输送过程中,压力交替变化的扭动、折弯,致使连接处出现材料疲劳、开裂,导致耐腐蚀性能下降-(折翘现象)。

③ 由于装填炸药用量上受到限制,内衬管达不到充分的塑性变形。由于冲击波产生的反作用力小,内衬管内表面压应力达不到充分的体现,内衬管直缝焊接处仍处于拉应力状态。致使内衬管表面整体,尤其是直缝焊接处,抗热应力腐蚀的能力下降。
折叠液压复合法
形成机理:
将装配好的内外管完全密封-呈密闭长筒,再将液体注入筒内,逐步加压筒内的液体,使得内衬管逐步的在直径方向向外扩张,在轴向方向向内收缩。通过连续逐步施压,使得内衬管.终达到塑性变形,外基管仍处于弹性变形范围内,当通过压力表判定内外管已达到塑性变形,外基管处于弹性变形要求时,施放压力,复合形式。
特点:
① 逐步加压成形。
② 密闭长筒内各点压力相同。
③ 不破坏内管的不锈钢表面
④ 适合大口径双金属复合管复合工作
⑤ 高压力的液压复合使结合强度远远高于行业标准
技术参数:
基管类型:无缝钢管、直缝焊管或螺旋焊管及食品级304不锈钢管
复合压力:结合强度高于行业标准所要求的0.2MPa
执行标准:使用压力符合GB/T8163-2008、GB/T3091-2008规定
接口类型:焊接以及法兰连接
产品用途:
广泛应用于水务、水利水电工程、石油化工工程、燃气工程、消防工程、学校医院、工业
与民用建筑工程等
折叠拉拔复合法
形成机理:
将装配好的内外管,通过一个带有锥度的(通常锥度为1:25、1:50),.大轮廓外圆尺寸固定的模具,沿内衬管轴线拉拔前行。通过拉拔模具挤压、扩张的方式,将内衬管在直径方向复合到外基管的内表面上,并通过继续扩张使外基管也处于弹性变形的范围内。当外力去除后,内衬管呈塑性变形无法收缩,外基管处于弹性变形呈收缩趋势,但受内衬管的限制,外基管内表面强力的嵌合在内衬管的外表面上,复合成形。
特点:
① 成形工艺简单、有效。
② 复合管内表面圆整度好。
影响品质的因素:
① 由于外基管内表面形状不规则,不平高度影响了模具轮廓.大外圆尺寸全行程的通过。拉拔模具.大轮廓是机械加工的整圆,必须沿轴心线平行前行。模具与内衬管的材质为硬钢于软钢,在拉拔扩张过程中,模具嵌入在内衬管内表面中。当外基管不规则的内表面影响拉拔模具通过时,会造成拉拔模具轴线与内衬管轴线形成夹角,扩大了模具.大轮廓直径。当出现对称的不平高度时,由于作用在拉拔模具上的力,在3600方向上是对称的,这样就会造成拉拔模具无法避让。两种现象都会使内衬管受挤压处弯曲变形加大,造成拉拔模具.大轮廓处,切削内衬管表面,引起表面光洁度的破坏,甚至无法通过。这种状况在复合较大直径的双金属复合管时更为明显。为了保证表面品质和功效,通常采用减小拉拔模具.大轮廓尺寸,因此复合后的双金属复合管结合力小。通常仅为0.2~0.3MPa之间。
② 由于结合力低使得内外管环状结合面间隙大,内衬管在管端焊接处将反复承受介质输送过程中,压力交变的扭动、折弯,致使连接处出现材料疲劳、开裂,导致耐腐蚀性能下降-(折翘现象)。
③ 由于内衬管没有达到充分的塑性变形,内衬管内表面由作用力与反作用力产生的表面压应力,达不到充分的体现,表面压应力几乎没有反映。此时,内衬管中直缝焊接处仍处于拉应力状态,因此内衬管表面整体,尤其是直缝焊接处,抗热应力腐蚀能力下降。另外,采用拉拔工艺,拉拔模具呈直线运动,内衬管表面始终处于拉应力状态。
以上就是给大家带到的四川双金属复合管四种工艺方法 如有需求欢迎随时致电我们!

 当前位置:
当前位置:

 热门推荐
热门推荐