四川双金属复合管带你学习双金属复合管的相关施工工艺。
(4)管螺纹清理加工后,管道安装前在包裹密封材料时应注意以下几点: A、密封材料小口径管道直接用生料带缠绕,大口径可用厚白漆麻丝加生料带缠绕。 B、在缠绕过程中,厚白漆麻丝不得缠绕至管端,管端部位必须用生料带缠绕。 C、漏出管外的麻丝和生料带要清理干净,保证接头外观整洁美观。 4、沟槽连接 (1)沟槽连接方式可适用于公称直径100-150mm的双金属复合钢管的连接。 (2)使用符合国家现行标准内衬不锈钢沟槽管件。 (3)沟槽式管接头的工作压力应与管道工作压力相匹配。 (4)由于输送热水的沟槽式管接头应采用耐热型橡胶密封圈。用于饮用净水管道的橡胶材质应符合现行国家标准的要求。 (5)内衬不锈钢复合钢管沟槽连接安装应符合以下要求: A、材料按照后述“材料与设备”要求执行。 B、压槽与普通碳钢管工艺相同,可参见普通碳钢管施工工艺。 C、管道挖孔时用力要均匀,避免绞坏不锈钢层。 D、管道的端头及开口断面处必须打防腐密封胶。 5、法兰连接 (1)采用法兰连接时双金属复合管的外层管不得采用镀锌钢管或已镀锌的无缝钢管; (2)管道与法兰焊接时有以下要求。 A、法兰的压力等级应与系统的工作压力相匹配。 B、法兰可用不锈钢法兰也可用普通碳钢法兰。 C、在焊接过程中,应选用不锈钢焊条(A307)将法兰的内口焊接牢靠后,再焊接法兰的外圈。

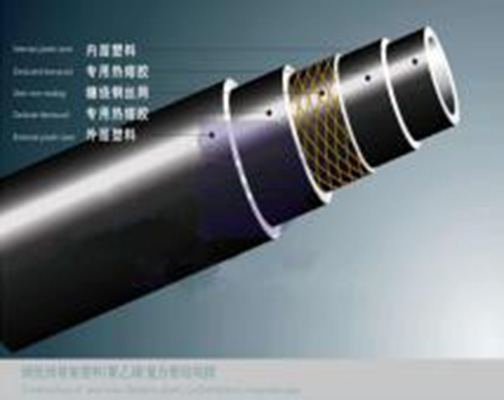
(3)在管道对焊时有以下要求, 1)坡口角度应控制在30度~40度之间。坡口时应露出内层不锈钢管1mm左右。 2)对口焊接应按照下述工艺施工 A、先使用不锈钢焊丝氩弧焊将管内壁的不锈钢管对接满焊(节点上图)。使得内部的不锈钢层形成一个整体。 B、再使用不锈钢焊丝氩弧焊将管内壁的不锈钢管和外壁的碳钢管焊接牢靠,(节点下图)以保护内层的不锈钢管。内衬不锈钢层在焊后应对焊口进行消除应力处理。防止当输送介质中有氯离子或其它离子时,引起应力腐蚀。 C、根据不锈钢复合钢管生产标准规定的内层不锈钢管管壁厚度及外层碳钢管管壁厚度。结合焊接工艺要求及焊接试验得出的经验。 6、焊接连接 双金属复合管采用焊接连接时,焊接接头形式一般可分为基层、过渡层、衬层(复层)。基层为普通碳钢或低合金钢,衬层为不锈钢。 7、打胶 打胶是双金属复合管施工中重要的一道工序,管道密封胶的质量、打胶的部位、质量及打胶的时机都对整个管路的施工质量有着重要的影响。这也是普通碳钢管施工过程中没有的一道工序;因此,不论是在施工前交底,还是在施工过程中,都是必须重点关注和控制的。 (1)打胶部位:管道端口、切口、挖眼三通的三通口,管件的螺纹处及碳钢法兰的法兰边等所有暴露在管道内壁的普通碳钢表面必须打上防腐密封胶。 (2)防腐密封胶的质量要求有以下几点: A、附着力强,防腐胶能均匀牢固的附着在普通碳钢的表面。 B、耐腐蚀性好,能很好的保护内露的普通碳钢部位能不被腐蚀。 C、卫生环保,防腐密封胶必须卫生环保,不得对介体及环境造成污染,对卫生要求较高的管路系统,必须采用食品级防腐密封胶。 (3)打胶流程及注意事项。(以SL-1型管道防腐密封胶为例) A、SL-1型密封胶为复合型胶水,一组有A、B两瓶。
四川双金属复合管提醒你施工要注意安全哟!

 当前位置:
当前位置:

 热门推荐
热门推荐